无锡市锡山区东方钢材市场
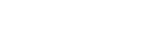
常备库存304L不锈钢,316L不锈钢带,不锈钢板厂家无缝管等产品

316不锈钢带一站式采购服务商
为全球工业装备提供安全可靠的不锈钢材料
13861458886(皋经理)
手 机:13861458886
传 真:0510-83630456
联系人:皋经理
网 址:www.tengchuangbxg.com
地 址:无锡市锡山区东方钢材市场
(1)酸洗泡沫。酸洗气泡是由酸和裸金属的作用产生氢气。在冷轧过程中裂纹和爆炸。它的外观特征是带状的小水泡。断裂后出现黑色裂纹。轧制后,泡沫裂缝扩展和扩大,导致产品的力学性能(冲击韧性)减少酸洗泡沫的生成机制是,当金属与酸之间发生化学反应,生成氢原子,渗透到金属的晶格变形。变形后,氢进一步扩散到金属中,部分氢原子通过金属并分子化,从酸溶液中逃逸。部分氢原子的分子化发生在晶格变形产生的“微观空隙”的边界上,或者在金属的包裹体和孔隙中,而氢就在空隙中。压力可达到大值(数十兆帕),从而使金属内引起氢脆防止气泡形成的内应力为:调整酸溶液浓度;控制酸洗过程中溶液的温度,控制带钢表面的平直状态等。
(2)酸洗后。金属在酸性溶液中停留时间过长,以致在酸性溶液的作用下,表面逐渐变成粗糙的表面,称为过酸洗。酸洗后的带钢伸长率大大降低。在轧制过程中,容易断裂、断裂,造成粘辊。经过酸洗的带钢即使轧制成一种材料也不能作为成品使用,因为它的机械性能大大降低了。酸洗过度的原因是机组连续运行中断,酸洗失去连续性,或断带处理时间过长。预防措施是尽量密切配合整个机组的运行,以保证正常生产。
(3)欠酸洗。钢带经过酸洗后,表面部分未洗的垢称为下酸洗。浸泡过的条带是轻的,轧制后,产品的表面是黑色或油漆;严重时,鳞片被压成黑点。此外,氧化铁垢较差,轧制后由于拉伸不均匀,产品出现波形、凸勺等缺陷。铁皮有时会牢固地附着在轧辊表面,直接导致轧辊浪费的增加等。酸洗不足的原因是铁皮厚度不均匀,铁皮越厚需要酸洗的时间越长,Feo分解越难溶解Fe2O3 (Fe3O4);条带波和镰刀弯曲较大。酸洗过程中,波形部分或弯曲部分未浸泡在酸液中,导致实际生产中酸洗漏液。酸洗主要发生在带钢的头、尾和两侧的边缘。
(4)腐蚀。原料经过酸洗后表面重新出现锈层的现象称为锈蚀。生锈的原因是带钢经过酸洗后表面有少量酸性溶液,或清洗后带钢没有完全干燥,表面再次生锈。被锈蚀的钢板在轧制后表面发黑,导致成品在库存过程中再次锈蚀,从而降低成品的表面质量,严重时导致产品报废。防止生锈的措施是严格执行酸洗和清洗程序,并应堆放在干燥的地方。
(5)夹杂。经过酸洗后表面有深黑点的钢带称为夹杂物。这是由于在热轧过程中秤被压入。这种缺陷不能通过酸洗去除。在冷轧过程中,黑点扩大并延伸成黑条,大大降低了成品钢板的冲击性能。
(6)划伤。带钢在机组运行过程新划痕在单位的操作是由于硬异物的外观表面的驱动辊、导辊或波的形状和褶皱带与导流板,线接触或带解除过程中折叠头刮板等新表面划痕。此外,在热轧后的冷却和卷取过程中会出现一些划痕。条状划痕可分为上表面划痕和下表面划痕。冷轧原料刮花后,成品带材表面会形成又宽又长的黑色条带。当带钢划痕深度超过带钢厚度允许公差的一半时,轧制后无法消除划痕。防止刮伤的措施是经常检查机组的滚动件和导板,维护设备。
(7)压痕。压痕是指带钢(钢板)表面的凹痕。造成压痕的原因是盘管焊接时焊渣没有被吹走,被带钢带到炉底辊上,然后压痕在带钢表面;炉底辊在带钢表面滑动,造成带钢表面粘辊、压痕;热轧过程中压边失效,突然压边停机,然后提升轧制。当压痕深度超过带钢厚度允许偏差的一半时,冷轧后压痕无法消除。总之,只要认真操作,严格执行酸洗工艺制度和操作规程,上述带钢表面缺陷是可以及时检查和修复的。避免和减少。